Bei der Rückführung fehlbeschichteter Teile in den Produktionskreislauf kommt der Qualitätssicherung des Entlackungsprozesses eine wichtige Rolle zu. Die entlackten Teile sollen ähnliche Qualitätsansprüche wie Neuteile erfüllen, um nicht erneut zu Beschichtungsfehlern beizutragen. Um diesen Ansprüchen gerecht zu werden, ist es wichtig, dass externe Entlackungsfirmen ebenso wie Entlackungsabteilungen innerhalb der Beschichtungsbetriebe nach festgelegten und kontrollierten Abläufen arbeiten. Empfindliche Substrate wie Zink oder Aluminium sowie die darauf befindlichen Konversions- oder Oxidschichten können im Entlackungsprozess leicht angegriffen werden. Dafür kommen neben der Empfindlichkeit der jeweiligen Oberfläche und der Eignung des Entlackungsmittels verschiedene Ursachen aus der Prozessführung in Frage wie zu hohe Alkalität, Wasser im Entlackungsmedium, zu lange Einwirkzeit, zu hohe Entlackungstemperatur oder ungenügendes Spülen. Die daraus resultierenden Veränderungen der Oberfläche können zu Problemen bei der anschließenden Wiederbeschichtung der Teile führen.
Beispiel: Lackfehler durch Salzrückstände aus dem Spülprozess
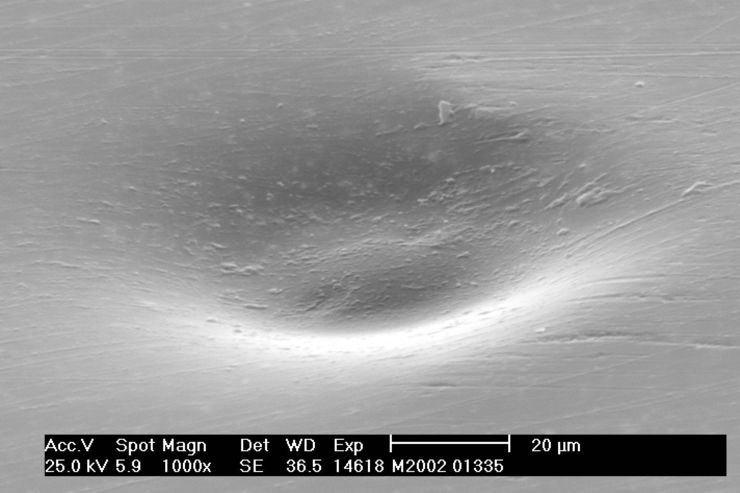
Bei der Beschichtung entlackter Aluminiumleisten kam es zu einer Häufung von Lackstörungen in Form von Kratern und Nadelstichen. Untersuchungen mit dem Rasterelektronenmikroskop zeigten, dass die Lackstörungen durch aufgetrocknete Salze aus dem Abspülwasser nach der alkalisch aktivierten Entlackung verursacht wurden. Aufgrund einer unzureichenden Vorbehandlung der Leisten vor der Wiederbeschichtung blieben die Salze auf der Oberfläche haften und wurden überlackiert. Bei der Elementaranalyse wurde festgestellt, dass die Salzpartikel aus den typischen Inhaltsstoffen des Leitungswassers wie Calcium, Kalium, Natrium und Chlorid bestanden.
Beispiel: Angriff auf Konversionsschichten
Die früher weit verbreitete Grünchromatierung übersteht den Entlackungsprozess zumeist scheinbar unbeschadet. Bei der Untersuchung der oben beschriebenen Lackfehler auf den Aluminiumleisten wurde nach Entfernung der Lackschicht jedoch festgestellt, dass die Chromatschicht in den fehlerhaften Bereichen leicht fleckig und rau aussah. Die punktuelle Schädigung der Schicht lässt sich unter dem Rasterelektronenmikroskop gut erkennen. Bei der EDX-Analyse wurde eine deutlich verringerte Konzentration an Chrom, Sauerstoff und Phosphor im Vergleich zu intakten Bereichen gefunden. Die Ansammlung und Auftrocknung des Spülwassers hat also ausgereicht, die Chromatierung zu schädigen. Aufgrund ihrer geringen Schichtdicken können Konversionsschichten bei der Entlackung grundsätzlich leicht angegriffen werden. Dies gilt ganz besonders für die chromfreien Schichten auf Basis von Titan- und Zirconiumverbindungen. Selbst wenn die Konversionsschicht optisch erkennbar und offensichtlich unversehrt ist, kann sie stellenweise beschädigt sein. Sie sollte daher nur noch als Korrosionsschutz für die Zwischenlagerung der entlackten Teile dienen, aber vor der Wiederbeschichtung in jedem Fall entfernt und neu aufgebracht werden. Zur Entfernung Chrom-freier Konversionsschichten und aufgetrockneter Salze eignet sich eine saure Beizenfettung. Die Entchromatierung erfolgt mit alkalischen Produkten.
Lackrückstände in Ecken und Vertiefungen
Teilweise bleiben in Ecken, Vertiefungen und Hinterschneidungen Lackreste zurück, die sich nur schwer entfernen lassen. Der Effekt tritt häufig dann auf, wenn sich der Lack nicht partikelförmig zersetzt sondern haut- oder fladenförmig ablöst. Die Ursache kann in der Wahl des Entlackungsmittels liegen: alkalisch aktivierte Produkte lösen die meisten Lacke partikelförmig, schwach alkalische bis saure Produkte bewirken eher eine haut- oder fladenförmige Ablösung. Daneben spielt auch die chemische Beständigkeit des Lacks eine Rolle. So löst sich beispielsweise KTL auch in alkalisch aktivierten Entlackungsmitteln bei Temperaturen unter 100 °C zumeist hautförmig. Erst in Hochtemperatur-Entlackungsmitteln ab circa 110 °C findet eine rasche, partikelförmige Zersetzung statt. Neben der Erhöhung der Temperatur kann auch eine höhere Alkalität die Zersetzung des Lacks begünstigen, sofern das Substrat dies zulässt.
Probleme aus anderen Prozessen
Mitunter werden in der Entlackung die Ursachen für Fehler vermutet, die eigentlich im Herstellprozess der Teile oder in der Vorbehandlung entstanden sind, aber erst nach dem Entlacken auffallen. Dazu gehören zum Beispiel partielle Unebenheiten der Oberfläche, hervorgerufen durch ungleichmäßigen Beizabtrag nach mangelhafter Entfettung oder Oberflächenprobleme aus der Produktion des Substrats wie Materialabtrag vom Walzen, Einwalzen von Zuschnitt-Spänen, Anreicherungen von Walzhilfsmitteln oder Pressflöhe bei Profilen.
Der komplette Beitrag ist in der April-Ausgabe von JOT erschienen.
Autor(en): Dr. Jürgen Silberzahn, Chemische Werke Kluthe GmbH