Losgröße 1, keine Rüstzeiten, mannlose Fertigung, prozesssichere Strahlergebnisse und die Einbindung in die bestehende Fertigungslinie waren Hauptaugenmerk bei der Projektierung der neuen Strahlanlage für BMW Brilliance Automotive (BBA) im chinesischen Shenyang. Hier befindet sich das weltweit modernste Motorenwerk des Automobilherstellers. Die Pangborn-Gruppe entwickelte in enger Zusammenarbeit mit den Projektleitern von BMW ein maßgeschneidertes Konzept, das alle Bedürfnisse einer hochmodernen Fertigungslinie erfüllt. Herzstück des Lieferumfangs ist eine gießerei- und schmiedetaugliche TCH-(Turn-Chamber-Hook-)Anlage, die für den intensiven Dreischichtbetrieb solide, wartungsarm und vollautomatisiert ausgeführt ist. Die Gesamtpanzerung der Anlage ist 23 bis 25 Millimeter stark und besteht aus Mangan und Chromguss. Vier frequenzgeregelte Hochleistungsturbinen (Doppelscheibenrad) mit jeweils 22 kW installierter Leistung sorgen für ein optimales Strahlergebnis in kürzester Bearbeitungszeit. Einzug fand auch das neuartige Abscheidersystem für Grobpartikel jeglicher Art, die von den Werkstücken abfallen können.
Be- und Entladen parallel zum Strahlprozess
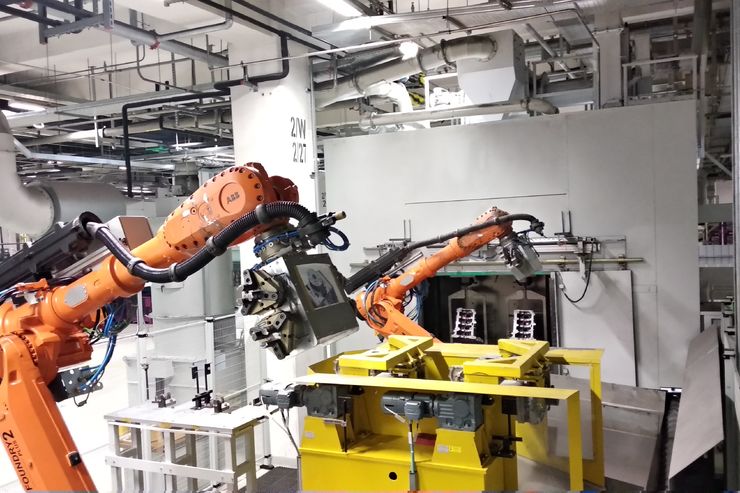
Die sieben unterschiedlichen Kurbelgehäuse-Typen (3- und 4-Zylinder) kommen im 40-Sekundentakt auf Transporteinheiten zur Strahlanlage. Dort werden sie von einem Roboter mittels Greifersystem entnommen und um 180° gedreht an den Beladeroboter der Strahlanlage übergeben. Zur Reduktion der Gesamttaktzeit verfügt jeder Roboter über zwei Greifereinheiten, die durch ihre Arbeitsweise die Anzahl und die Geschwindigkeit der Roboterfahrwege deutlich reduzieren. Der Beladeroboter positioniert die unterschiedlichen Werkstücktypen lagerichtig in den beiden Werkstückaufnahmen der Strahlanlage. Das Wendekammerprinzip der Anlage ermöglicht eine sehr kurze Taktzeit, da das Be- und Entladen der Anlage parallel zum Strahlprozess abläuft. Jedem Bauteiltyp kann ein individuelles Strahlprogramm zugeordnet werden, das auch bei Beladung zweier unterschiedlicher Werkstücktypen in der Strahlanlage sicher umgesetzt wird.
Nach Abarbeitung der teilespezifischen Strahlparameter erfolgt die Entnahme der Werkstücke und die Reinigung von Reststrahlmittel und- stäuben mittels Robotik und Rüttelstationen. Das abgeschiedene Strahlmittel wird mittels Transportförderschnecke wieder der Strahlanlage zugeführt. Die gestrahlten Teile werden auf dem individuellen Werkstückträger zu den weiteren Bearbeitungsschritten transportiert. Die Anlagensteuerung überwacht stets, dass alle Teile, die dem nächsten Arbeitsschritt zugeführt werden, in der geforderten Qualität bearbeitet wurden. Sollten hierbei Abweichungen bemerkt werden, erfolgt das Ausschleusen zur Nachprüfung beziehungsweise Nachbearbeitung. Das Baukastenprinzip der Strahlanlage ermöglicht die einfache und kostengünstige Anpassung des Gesamtsystems an neue Werkstücke und Strahlaufgaben.
Der komplette Beitrag ist in der Jubiläums-Ausgabe von JOT erschienen.
Autor(en): V+S Vogel & Schemmann Maschinen GmbH